
充分掌握模型蠟的製造工藝
發布日期:2017-07-28 00:00 來(lái)源:http://www.hfsapple.com 點擊:
種蠟樹的蠟模水道與蠟棒之間一(yī)般有(yǒu)45°的夾角,也就是說,蠟模的方向(xiàng)是傾斜向上的。隻有這樣才(cái)能便於金水順利注入石膏模。這個夾角可以根(gēn)據蠟模的大小和(hé)複雜程度(dù)進(jìn)行適當的調整,小而複雜(zá)的(de)蠟模可以減小夾角;反之,比較大的(de)蠟模可以增大夾角。
一般而言,18K金的鑄模烘焙(bèi)時間(jiān)為6~12小時,鉑金的鑄(zhù)模烘焙時間為12~20小時。烘焙的作用主要有(yǒu):脫蠟、幹燥和澆鑄保溫。以18K金的烘焙(bèi)為(wéi)例,脫蠟溫度為0~350℃,保溫時間2小時;幹(gàn)燥(zào)溫度為350~700℃,保(bǎo)溫時間2~3小時;澆鑄保溫溫度為600~500℃,保溫時間1~2小時。蠟模經過修整後,需(xū)要種蠟樹,才能進行進一(yī)步的操(cāo)作。
注蠟之前,首先(xiān)應該打開膠模,檢查膠模的完好性和清(qīng)潔性。如果是使用過(guò)的膠模,就應該向膠模中尤其是形狀比較細小複雜的位置噴灑脫蠟劑(也可撒上少量(liàng)滑石(shí)粉),以利於取(qǔ)出蠟模;其次應該預熱注蠟機,打開氣泵,調(diào)整好壓力和溫度。
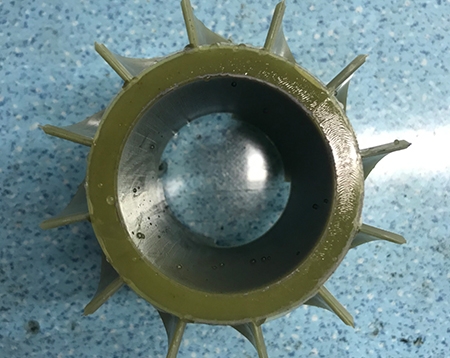
高品質模型蠟,屬於非填充(chōng)蠟,顏呈綠,采用液態,糊狀或坯料壓(yā)製蠟模,應用於商業五金零件,汽車,船用零件,高(gāo)爾夫球頭和薄壁零件。具有優良的尺寸穩定性,強度大,表麵光(guāng)潔(jié)度高,CERITA 996C優良的性能使其廣泛(fàn)應用於各種形(xíng)狀和大小的零件。 精密鑄(zhù)造是相對於傳統的鑄(zhù)造工藝而言的一種鑄造方法。它能獲得(dé)相對準確地形狀和較高的鑄造精度。較普遍的做法是:首先做出所需毛坯的電極(jí),然後用電極腐蝕模具體,形成空腔。

一般而言,18K金的鑄模烘焙(bèi)時間(jiān)為6~12小時,鉑金的鑄(zhù)模烘焙時間為12~20小時。烘焙的作用主要有(yǒu):脫蠟、幹燥和澆鑄保溫。以18K金的烘焙(bèi)為(wéi)例,脫蠟溫度為0~350℃,保溫時間2小時;幹(gàn)燥(zào)溫度為350~700℃,保(bǎo)溫時間2~3小時;澆鑄保溫溫度為600~500℃,保溫時間1~2小時。蠟模經過修整後,需(xū)要種蠟樹,才能進行進一(yī)步的操(cāo)作。
注蠟之前,首先(xiān)應該打開膠模,檢查膠模的完好性和清(qīng)潔性。如果是使用過(guò)的膠模,就應該向膠模中尤其是形狀比較細小複雜的位置噴灑脫蠟劑(也可撒上少量(liàng)滑石(shí)粉),以利於取(qǔ)出蠟模;其次應該預熱注蠟機,打開氣泵,調(diào)整好壓力和溫度。
高品質模型蠟,屬於非填充(chōng)蠟,顏呈綠,采用液態,糊狀或坯料壓(yā)製蠟模,應用於商業五金零件,汽車,船用零件,高(gāo)爾夫球頭和薄壁零件。具有優良的尺寸穩定性,強度大,表麵光(guāng)潔(jié)度高,CERITA 996C優良的性能使其廣泛(fàn)應用於各種形(xíng)狀和大小的零件。 精密鑄(zhù)造是相對於傳統的鑄(zhù)造工藝而言的一種鑄造方法。它能獲得(dé)相對準確地形狀和較高的鑄造精度。較普遍的做法是:首先做出所需毛坯的電極(jí),然後用電極腐蝕模具體,形成空腔。